
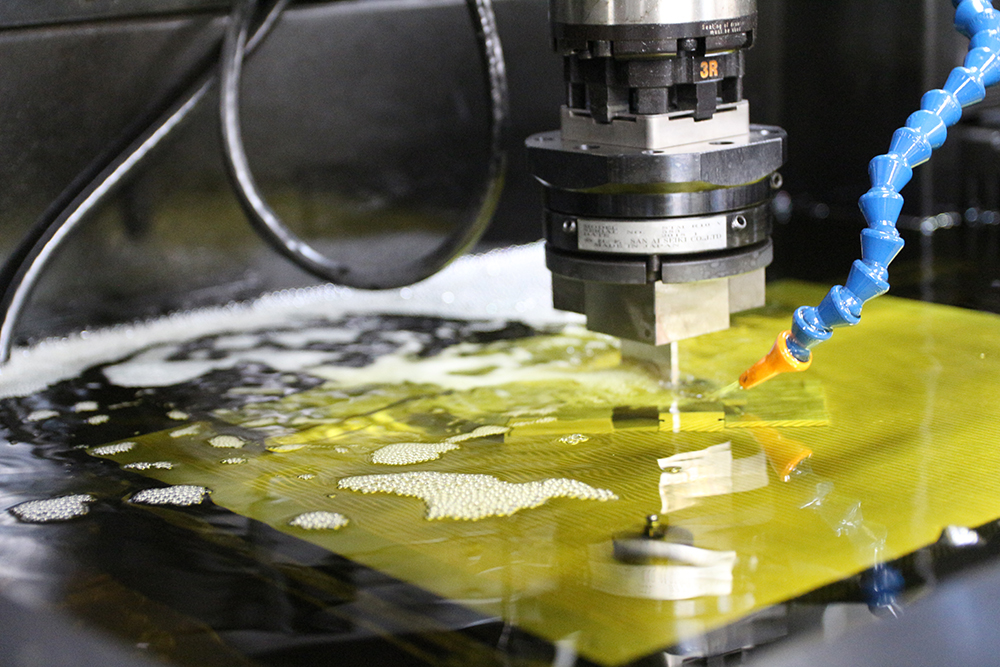
細穴放電加工の特色とメリット
パイプ状の電極と金属材料の間で放電作用を発生させ、その熱エネルギーで材料を溶解除去して小径の穴を加工する手法を「細穴放電加工」といいます。これは精密放電加工と呼ばれるもののひとつです。電極には直径0.05~3.0mm程度の金属パイプを用い、その範囲で加工します。なお、ワイヤー放電加工では、電解液中に電極となる黄銅線と材料を浸した状態で放電するのに対し、細穴放電加工では材料に対し、パイプ内面を通して加工液をかけながら電極と材料の間に放電現象を発生させ、材料を溶かすと同時に除去しながら穴を開けていきます。
形彫り放電加工の特色とメリット
銅タンや銅といった材料で形作られた電極を用いて熱によって材料を溶かし、電極の形をそのまま製品に転写する加工を「形彫り放電加工」といいます。
マシニング加工と違い工具Rがつかないため、角が必要な四角のザグリ形状も加工することができます。
また、チタンやSUSなどの、マシニング加工では困難な細いタップ(M1やM1.2など)や細かい形状も加工ができます。
導電性のあるものなら材料を選ばない
電極に用いられるパイプの材質は真鍮や銅、タングステンなどの金属ですが、一方、材料は導電性のある素材なら加工が難しいものやアルミニウムのような非鉄金属でもOK。また、ドリルなどを用いた切削加工では対応できない小径の穴、深い穴を開けることもできます。ちなみに細穴放電加工は、ワイヤー放電加工で、スタート穴(黄銅線を通す穴)を開ける際にも用いられます。
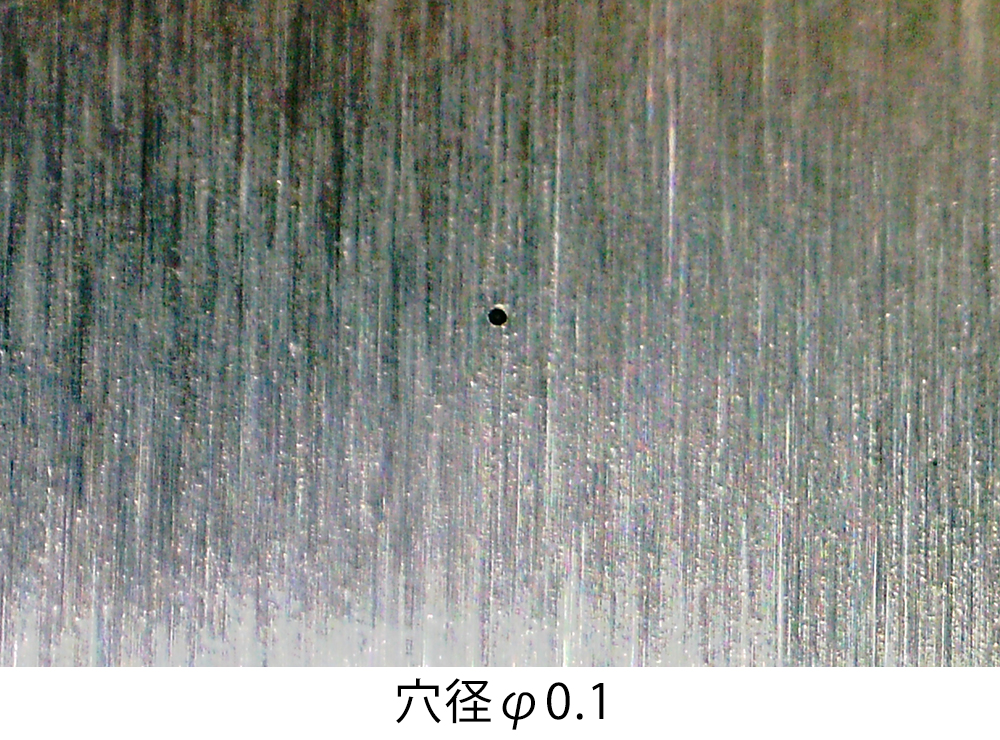
小径の細穴や高精度な形彫り放電にも対応
当社の細穴放電加工では、φ0.1といった小径の穴にも対応しております。
また、形彫り放電加工では±2μといった高精度な形状も加工が可能です。
こんなシーンには細穴放電加工・形彫り放電加工が最適
- 切削加工には不向きな材料(難削材)に加工したい場合
- 切削ドリルでは加工できない小径の穴・深い穴を加工したい場合
- 材料を変形させずに穴を開けたい場合
- 加工後のバリを抑えたい場合
- ワイヤー放電加工スタート穴を開ける場合
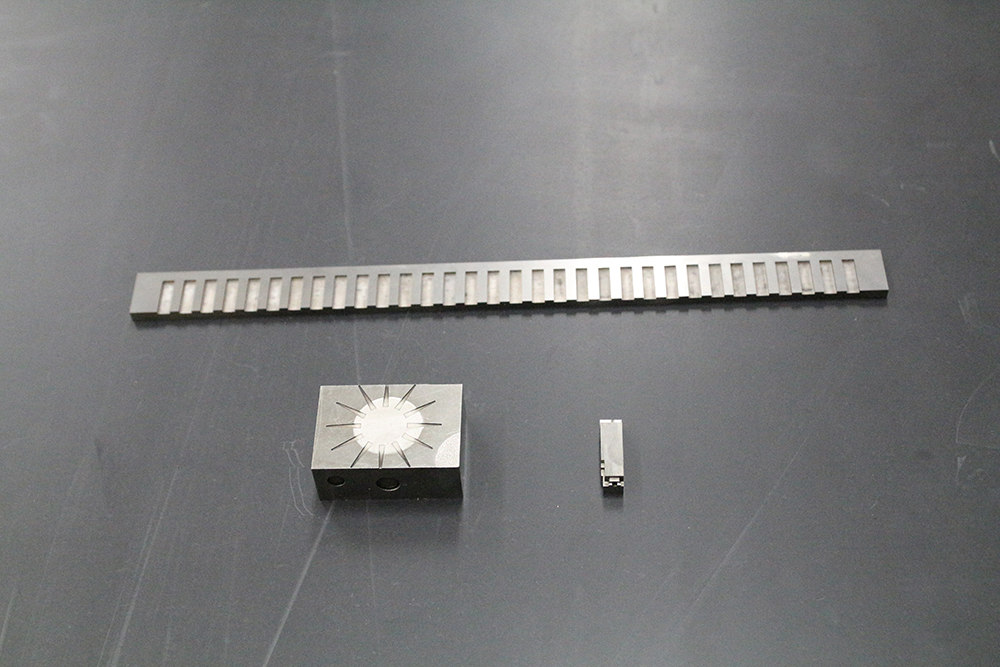
細穴放電加工・形彫り放電加工の加工例